



合作客戶/
拜耳公司 |
同濟大學 |
聯合大學 |
美國保潔 |
美國強生 |
瑞士羅氏 |






相關新聞Info
推薦新聞Info
-
> 強紫外線輻射對減縮劑抑制水泥石干縮變形效果研究(二)
> 強紫外線輻射對減縮劑抑制水泥石干縮變形效果研究(一)
> 無機粒子對TPAE界面張力、發泡、抗收縮行為的影響(四)
> 無機粒子對TPAE界面張力、發泡、抗收縮行為的影響(三)
> 無機粒子對TPAE界面張力、發泡、抗收縮行為的影響(二)
> 無機粒子對TPAE界面張力、發泡、抗收縮行為的影響(一)
> 弱堿三元采出液油水界面動態界面張力、強度、等特性研究
> 植保無人機噴頭和噴霧助劑對藥液表面張力、霧滴密度、覆蓋率的影響(二)
> 植保無人機噴頭和噴霧助劑對藥液表面張力、霧滴密度、覆蓋率的影響(一)
> 無人機噴霧作業下荔枝葉片上的表面張力、接觸角及霧滴沉積特性
BOPP薄膜制備,印刷表層的表面張力多少合適
來源:廣東德冠薄膜新材料股份有限公司 廣東德冠包裝材料有限公司 瀏覽 498 次 發布時間:2024-03-11
現有石頭紙蜂窩板與薄膜復合時需要涂覆一層膠水以保證功能層與石頭紙蜂窩板表面的復合牢度,涂覆膠水后需要進行烘干,不僅不利于節省能源,還導致較多有毒溶劑的排放和揮發從而污染環境。
因此考慮采用自帶熱熔膠層的薄膜(包括無膠膜和預涂膜等),利用其熱復合功能層與石頭紙蜂窩板復合,以省卻涂覆膠水工序。然而,一方面,由于石頭紙的主要組分是弱極性的聚丙烯,與現有的熱復合功能層存在較大的極性差異,并且,由于石頭紙具有較高含量的碳酸鈣,導致現有的熱復合功能層與石頭紙的復合牢度無法得到有效地保證;另一方面,由于現有的熱復合功能層通常需要在高溫高壓條件下(復合時壓力通常在100kg/cm2
以上)與紙張等基材進行熱壓復合,若直接將其用于與石頭紙蜂窩板復合,則復合時的高壓會導致石頭紙蜂窩板內部的蜂窩結構變形,進而影響后續的包裝應用。
現有的自帶熱熔膠層的薄膜通常是透明的薄膜,若將其作為與石頭紙蜂窩板復合的包裝材料,在復合工序中,需要先在薄膜的背面印刷文字和圖案,然后打上白底,再涂上膠水,最后與蜂窩板粘合,工序繁瑣復雜,不利于復合效率的提高。因此,需要提供一種可在表面印刷、無需白底和膠水即可與石頭紙蜂窩板這種具有較高含量碳酸鈣的共聚丙烯材料復合的白色BOPP薄膜。通常做法是在薄膜的芯層中加入一定比例經硬脂酸包覆處理的碳酸鈣,但是由于現有的自帶熱熔膠層的薄膜芯層組分配方以及雙向拉伸生產工藝的限制,導致無法加入大量的碳酸鈣。
基于此,本發明的目的在于,提供一種BOPP薄膜及其制備方法和應用,所述BOPP薄膜的熱復合功能層無需高壓條件即可與具有較高含量碳酸鈣的共聚丙烯材料或/和聚乙烯材料直接熱壓復合,且能夠保證復合牢度,可省卻涂覆膠水的工序,具有節能環保的優點;所述BOPP薄膜應用于與石頭紙蜂窩板復合時,不會導致蜂窩板內部變形,也不會影響后續的包裝應用;所述BOPP薄膜能在芯層具有較高含量納米碳酸鈣的前提下滿足較大比率的雙向拉伸工藝條件,獲得無需白底和膠水即可在表面直接印刷的白色BOPP薄膜,有利于進一步降低生產成本,特別適用于與石頭紙蜂窩板的復合,有利于在更大范圍內替代傳統的瓦楞紙板;具有綠色環保、性能優越、可直接在表面印刷的優點。
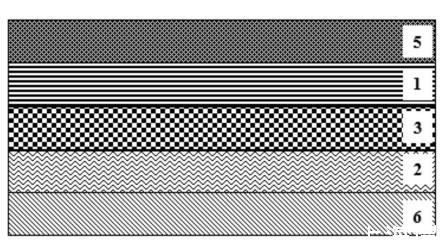
一種BOPP薄膜,包括依次設置的熱復合功能層1、芯層3和可印刷表層2,具體結構可參閱圖1。本實施例的BOPP薄膜各層樹脂的制備方法包括以下步驟:
熱復合功能層樹脂制備:取95wt%茂金屬乙烯-丙烯共聚物(熔融指數為8g/10min,茂金屬乙烯-丙烯共聚物結晶熔融轉化率為50%時的溫度為90℃)和5wt%馬來酸酐接枝乙烯-丁烯共聚物(熔點為65℃,接枝率為1%)均勻混合,得到熱復合功能層樹脂。
芯層樹脂制備:取30wt%均聚聚丙烯(熔融指數為3.8g/10min)、6wt%乙烯丙烯丁烯共聚物(熔融指數為8g/10min)、60wt%納米碳酸鈣(D50為0.80μm)和4wt%聚乙二醇(粘均分子量為6000)均勻混合,得到芯層樹脂。
可印刷表層樹脂制備:取42wt%乙烯丙烯丁烯共聚物(熔融指數為8g/10min)和55wt%高密度聚乙烯(熔融指數為0.05g/10min)、1wt%馬來酸酐接枝乙烯-丁烯共聚物(熔點為65℃,接枝率為1%)和2wt%納米碳酸鈣(D50為0.80μm),將兩者混合均勻,得到可印刷表層樹脂。
本實施例的BOPP薄膜的制備方法包括以下步驟:
將各層組分原料投入配料單元經計量后進入擠出機,芯層3和可印刷表層2對應的擠出溫度控制在240~260℃,熱復合功能層1對應的擠出溫度控制在210~240℃,經流道分配器后于多層模頭處匯合,形成多層結構的樹脂熔體,再經25~35℃的激冷輥冷卻后,形成多層結構的樹脂片材;將樹脂片材引入雙向拉伸設備中的縱向拉伸裝置,可印刷表層2的表面經130~135℃預熱,芯層3和可印刷表層2的拉伸溫度控制110~130℃,熱復合功能層1經80~100℃預熱,拉伸溫度控制在60~80℃,拉伸比為4.5~4.8倍;然后引入橫向拉伸裝置,經過165~175℃預熱后,在156~160℃下拉伸5~7.5倍,再在165~170℃下定型,經風淋冷卻,再對可印刷表層2表面進行電暈處理(電暈處理的能量密度為1.8KJ/m2
),熱復合功能層1不進行電暈處理,收得薄膜母卷,最后經時效處理、分切和包裝,得到BOPP薄膜。
薄膜可印刷表層2的表面張力為38達因/厘米,熱復合功能層1表面張力為28達因/厘米,薄膜總厚度為20μm,其中熱復合功能層1厚度為1μm,芯層3厚度為18μm,可印刷表層2厚度為1μm。本制備方法,工藝過程順暢,收解卷順暢。
將本實施例的BOPP薄膜用于制備熱復合基材,通過熱復合功能層與共聚丙烯材料或/和聚乙烯材料復合,具體地,本實施例是與石頭紙蜂窩板5熱復合,復合后的結構請參閱圖3,復合完成后,測試復合效果。復合方法包括以下步驟:首先在BOPP薄膜的可印刷表層上直接進行耐溫油墨印刷,其中最后一道為耐溫保護光油,形成油墨層6,然后輕度熱壓使薄膜與表面達到一定溫度的石頭紙蜂窩板直接熱壓復合,熱復合工藝條件如下:溫度為130℃,封合時間為2s,熱壓壓力為8kg/cm2
。